Ces dernières années, les imprimantes 3D sont enfin devenues largement accessibles au grand public. Ce ne sont plus des outils réservés aux professionnels et aux entreprises. Vous pouvez même trouver de superbes Imprimantes 3D à moins de 500 $, notamment des imprimantes SLA. Se procurer une imprimante 3D en résine n’est donc pas difficile, mais créer une impression d’aspect professionnel peut néanmoins s’avérer un défi.
LesImprimantes à résine comme les AnyCubic Photon Mono X 6K sont idéaux si vous êtes un débutant qui souhaite se lancer rapidement dans l'impression 3D ou un artiste cherchant à créer des œuvres d'art détaillées. Cela dit, les impressions 3D SLA peuvent mal tourner, tout comme les impressions FDM. Explorons donc les problèmes les plus courants et résolvons-les grâce à un dépannage de base en impression 3D.
1. Utiliser de la résine propre
Vous pouvez éviter de nombreux problèmes d'impression 3D et des échecs d'impression en vous assurant d'utiliser un type de résine propre et de haute qualité, sans qu'aucun résidu ne la contamine. Vérifiez toujours votre résine avant de commencer un nouveau projet.

Vous pourriez trouver des particules de résine durcie à l'intérieur de la bouteille, surtout si vous achetez de grandes quantités. Les résidus solides peuvent empêcher l'imprimante de fonctionner correctement et votre impression peut mal tourner à mi-chemin du processus. De plus, vous pouvez contaminer accidentellement la résine avec de l'alcool ou d'autres liquides si vous laissez la bouteille ouverte. Inspectez la résine et maintenez un environnement de travail bien ordonné.
2. Vérifiez la température ambiante
Vous pourriez ignorer la température ambiante dans votre maison, votre garage ou votre atelier simplement parce que vous y êtes habitué. Cependant, cela peut avoir un impact sur la qualité de prise de la résine. C'est particulièrement un problème si vous vivez dans un environnement plus froid car la plupart des résines nécessitent une température ambiante comprise entre 22℃ et 25℃ et de préférence même plus élevée. Vérifiez les recommandations du fabricant et chauffez votre espace de travail ou déplacez l'imprimante dans une partie plus chaude de votre maison.
Avant de commencer, vous devez également laisser la résine atteindre la température ambiante. Si vous venez de recevoir un nouveau lot de résine, il fait probablement plus froid ou plus chaud que la température de votre espace de travail. Laissez reposer quelques heures. Vous voulez une température stable pendant le processus d'impression et de durcissement.
3. Gardez l'écran LCD propre
L'une des raisons les plus courantes d'échec des impressions 3D est un écran LCD sale. Tout type de résidu sur l'écran peut empêcher le bon fonctionnement de votre imprimante ou provoquer des déformations d'impression. La lumière UV de votre imprimante doit traverser l'écran sans que rien ne bloque son chemin, sinon vous aurez des lacunes dans votre modèle et d'autres défauts..
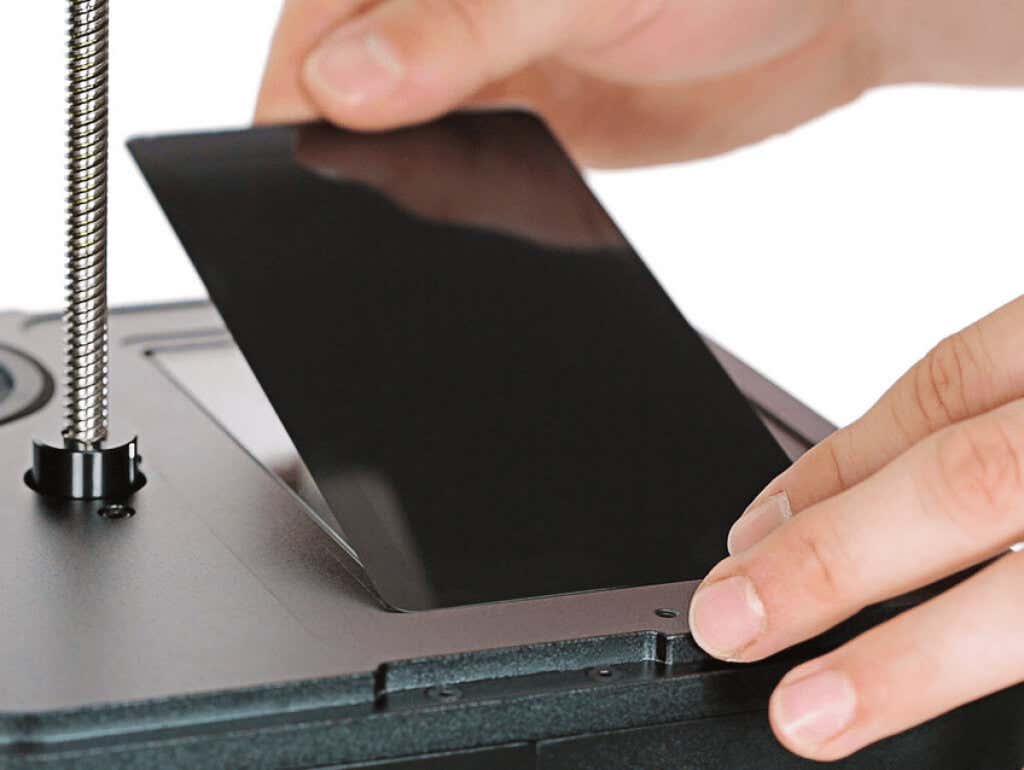
Le résidu le plus courant auquel vous devrez faire face est la résine durcie, car les choses se déroulent rarement parfaitement en impression 3D. Pour le nettoyer, utilisez un grattoir en plastique. Vous pouvez également utiliser une lame de rasoir tranchante, mais veuillez l'utiliser avec précaution et délicatesse, sinon vous pourriez endommager l'écran. La plupart des résidus devraient se détacher facilement. Si l'écran est encore un peu sale, essuyez-le avec un chiffon en microfibre et de l'alcool isopropylique.
4. N'imprimez pas si vite
Une cause fréquente des impressions 3D en résine endommagées est une vitesse d'impression élevée. L’impression 3D sur résine implique généralement l’utilisation d’une lumière UV qui frappe la résine pour la durcir. La résine doit être exposée à la bonne quantité de lumière, sinon vous n’obtiendrez aucun résultat. Imprimer trop rapidement signifie que votre impression est sous-exposée ou, en d’autres termes, la résine ne reçoit pas suffisamment de lumière UV. Résultat, votre imprimante n’imprimera rien et si c’est le cas, vous aurez un modèle fragile qui se casse facilement.
Allez dans le logiciel slicer et ajustez les paramètres d'impression, en particulier la vitesse d'impression. Ralentissez l’impression par petits incréments et réessayez. N'oubliez pas non plus de vérifier d'abord la résine et la température.
5. Imprimer en diagonale à 45 degrés
La règle non écrite de l'impression 3D en résine est d'imprimer votre modèle orienté à 45 degrés. Pourquoi? L'impression sous un angle entraîne moins d'échecs et une meilleure qualité d'impression, en particulier lorsque de nombreuses structures de support sont nécessaires en raison d'un grand modèle d'impression.
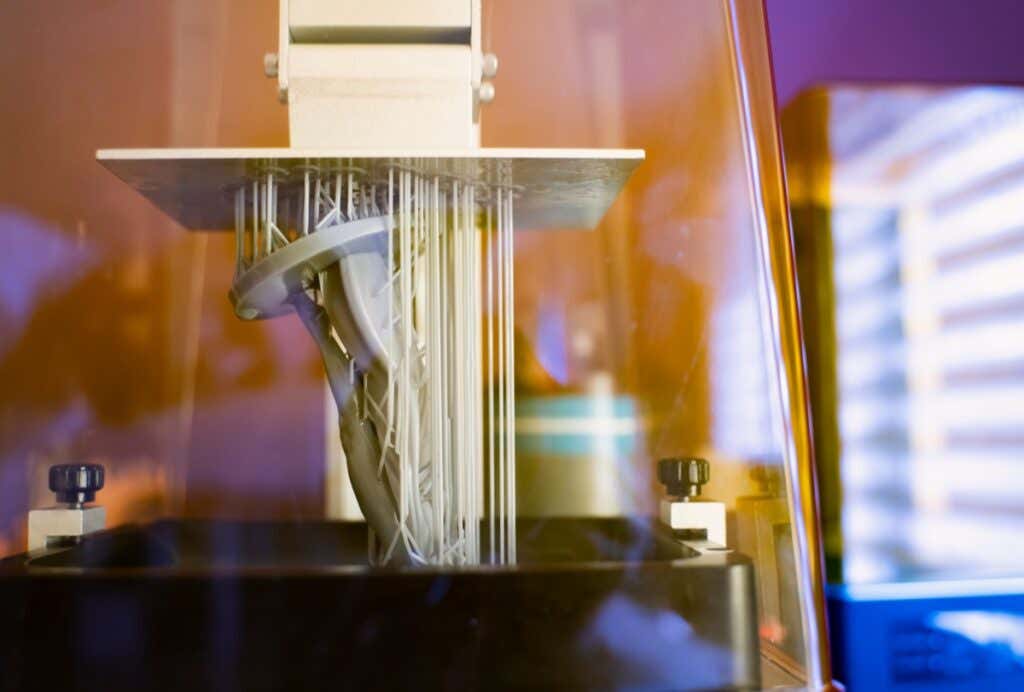
Lorsque vous imprimez verticalement, le poids du modèle appuie plus fort sur les supports car le poids n'est pas bien réparti. Tout coule verticalement. En imprimant en diagonale, le poids est réparti plus uniformément, vous risquez donc moins de problèmes de support. En prime, vous aurez également plus de facilité à retirer le modèle imprimé de la plaque de construction.
6. Ne surchargez pas le lit d'impression
L'impression peut prendre beaucoup de temps, vous avez donc probablement décidé à un moment donné de remplir la plaque de construction avec autant de modèles que possible. Après tout, pourquoi ne pas gagner du temps et de l’argent en imprimant tout en même temps ? Eh bien, vous pourriez vous retrouver avec rien d'autre qu'un échec d'impression et gaspiller beaucoup de résine.
Si vous êtes débutant et que vous faites une erreur, tous les modèles sur le lit d'impression peuvent mal tourner. Selon le modèle, votre imprimante 3D à résine peut même ne pas fonctionner correctement avec une plaque de construction surchargée. Alors limitez-vous à imprimer un modèle 3D à la fois, ou quelques-uns au maximum, et n'oubliez pas de les maintenir à un angle de 45 degrés pour augmenter vos chances de succès et la qualité d'impression..
7. Vérifiez le film FEP et remplacez-le
Le film FEP est une feuille spéciale utilisée pour créer un chemin optimal pour que la source de lumière UV durcisse la résine. C’est un élément essentiel du processus d’impression. Si vos impressions se transforment soudainement en échecs, vous devez vérifier le film. Il est souvent négligé, surtout par les débutants.
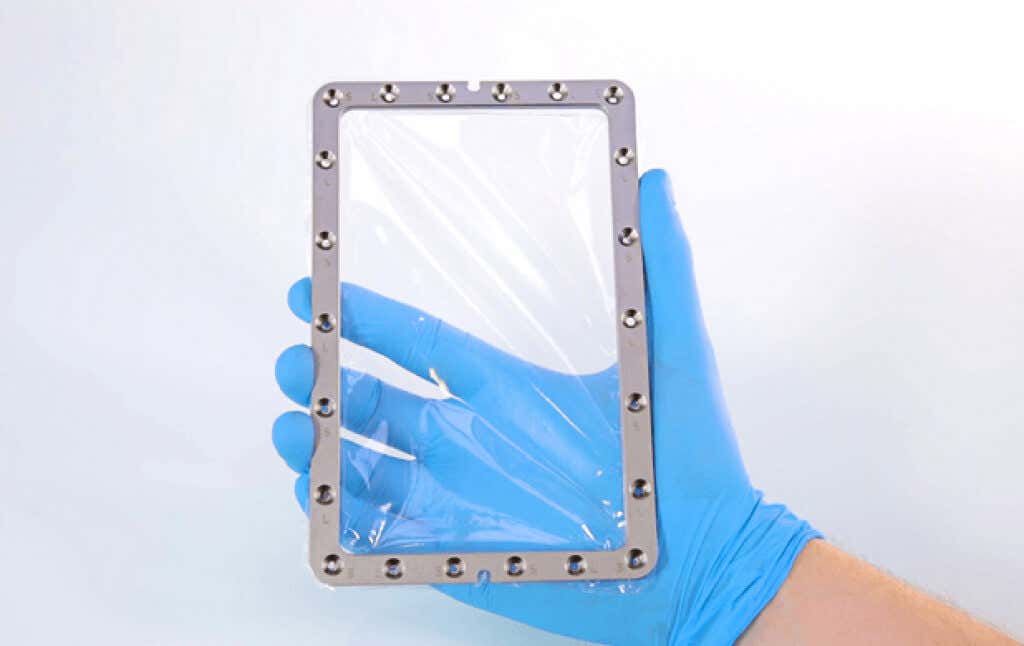
Après un certain nombre d'impressions, le film FEP se déformera ou subira des dommages. Lorsque vous repérez de tels signes d’usure, il est temps de le remplacer. Les petites rayures n'affecteront pas la qualité de votre impression, et si vous remarquez des taches, vous pouvez les ignorer ou les essuyer avec une serviette en papier et de l'alcool isopropylique.
8. Recalibrer la plaque de construction
Si votre impression s'avère mauvaise au niveau de la première couche, des couches inférieures, ou si elle échoue complètement à mi-chemin, la plaque de construction peut être légèrement inclinée. Vous devez le mettre à niveau et répéter cette opération chaque fois que nécessaire dans le cadre de la routine de maintenance de votre imprimante. Que vous utilisiez une imprimante 3D à résine ou une imprimante FDM, l'étalonnage est essentiel pour éviter la plupart des problèmes d'impression 3D.
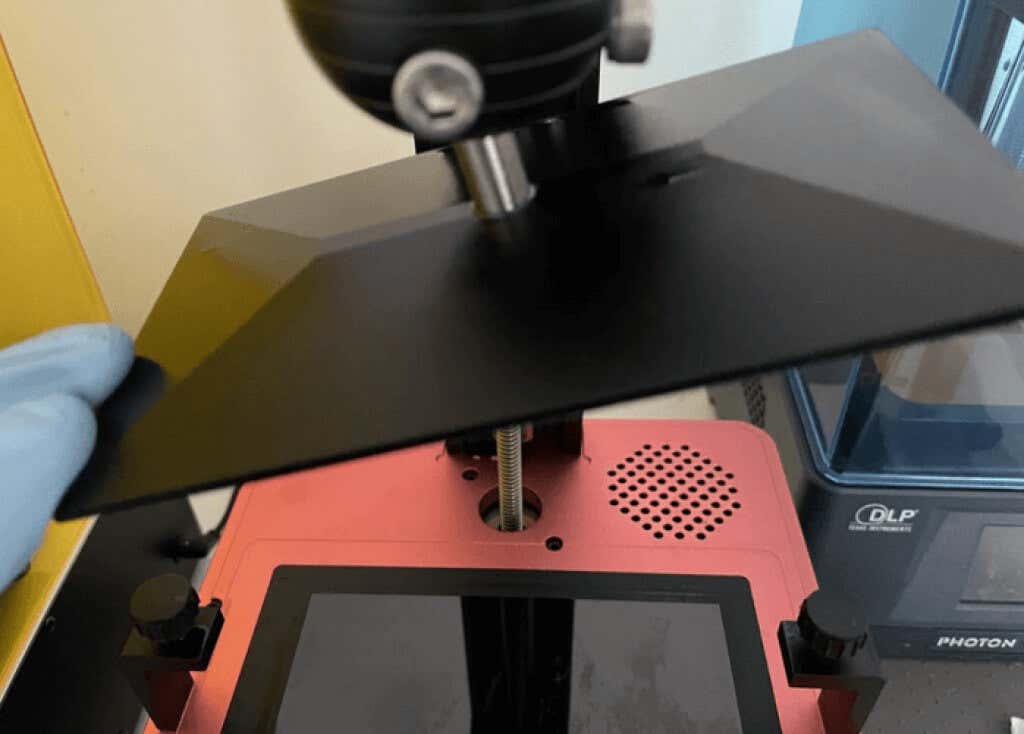
En fonction de la qualité de votre imprimante, elle peut nécessiter un recalibrage plus souvent que d'autres. Cela dit, toutes les imprimantes 3D ont besoin de temps en temps d’un étalonnage. Consultez le manuel de votre imprimante 3D en résine pour savoir comment niveler la surface d'impression et la ramener à sa position optimale.
9. Faire face au délaminage
Les impressions en filament ne sont pas les seules à pouvoir paraître déformées. Par exemple, les couches de résine nécessaires à la construction de modèles peuvent ne pas bien adhérer et se déplacer de manière séparée, comme si elles se séparaient les unes des autres. Cette séparation des couches est connue sous le nom de délaminage et elle ruinera certainement l’apparence de votre impression car elle est trop évidente pour ne pas la remarquer. Heureusement, vous avez 2 solutions.

Générer davantage de structures de support
De nombreux problèmes peuvent survenir avec une impression en résine si elle n'est pas correctement prise en charge. Assurez-vous donc d'avoir suffisamment de supports pour maintenir les parties de votre modèle qui sont à un angle important. Pensez également à orienter votre modèle en diagonale à 45 degrés pour augmenter la résilience de vos supports et la qualité de l'impression..
Rechercher les obstacles
La séparation des couches se produit également lorsque quelque chose bloque le chemin du laser UV. Tout d’abord, vous devez vous assurer que la résine elle-même est propre, sans qu’aucun débris ne bloque ou n’interfère avec la lumière. Vous pouvez utiliser un filtre pour éliminer toute résine solidifiée si vous en avez remarqué. Ensuite, examinez le film FEP et l'écran LCD pour déceler toute marque, imperfection ou débris. Nettoyez tous les contaminants et remplacez le film s’il est endommagé.
10. Gérer le ragging
Le ragging est un autre problème de déformation de l'impression 3D qui transforme votre modèle en un vilain désordre rempli de blobs. Des étagères suintantes qui ressemblent à de minces rabats partent horizontalement de votre impression. Ces fines structures sont souvent partiellement durcies et se détachent à l'intérieur du bac à résine, obstruant ainsi le laser UV et détruisant l'impression de manière irrécupérable. Voici comment résoudre ce problème.
Vérifiez la résine
La résine est-elle périmée ? Utilisez-vous de la résine trop bon marché pour être vraie provenant de sources douteuses ? Selon la résine, elle a une durée de vie limitée pouvant aller de 1 à 2 ans. La résine périmée n’est pas fiable et réagira différemment au laser UV, à la température ambiante et à d’autres variables. Un stockage inapproprié peut également dégrader la résine.

Dans les deux cas, la déformation de l'impression, telle que les déchirures, est le résultat courant d'une mauvaise résine, alors assurez-vous de l'inspecter.
Rechercher les obstacles
Comme pour le délaminage, un laser obstrué peut être la cause du problème de délaminage. Vérifiez la cuve à résine pour déceler les débris. Nettoyez soigneusement le lit d'impression avec un grattoir en plastique. Retirez la résine du réservoir et filtrez-la au cas où il y aurait de la résine durcie à l'intérieur. Inspectez également le film FEP et nettoyez toutes les surfaces optiques.
Réduire le nombre de supports
Trop de supports peuvent être une mauvaise chose et ruiner votre impression. Le ragging est un symptôme d'une densité de support élevée, alors vérifiez les paramètres dans le logiciel de découpe pour réduire le nombre de supports. Rendez vos supports plus efficaces en réorientant également votre modèle. Comme mentionné précédemment, un angle de 45 degrés réduira le nombre de supports dont vous avez besoin.
Quel problème rencontrez-vous avec votre imprimante 3D résine ? L'un de nos conseils de dépannage a-t-il aidé à les résoudre ? Si ce n'est pas le cas, veuillez nous le faire savoir dans les commentaires ci-dessous et nous ferons de notre mieux pour vous aider à trouver une solution..
.